I am sad to say we are about to wrap up our 2.00yoyo adventure. However, I am pleased to say, after an amazing semester with the best 2.008 team ever, we've produced 57 beautiful yoyos as shown in previous blog posts. To see our manufacture adventure video. Click here!
We were able to make a beautiful design without breaking our wallet. Below is our cost analysis of the compass yoyo manufacturing process.
Cost Estimates:
For the Yo-yo, we must estimate the cost per yoyo for a.) A 100 unit prototyping run and b.) A 100,000 unit per year manufacturing run should one day we decide to chase our dreams and make it all the way to S&P 500 with these yo-yos. As we learned in lecture, the cost of a manufacturing process can be summarized by 4 contributing aspects:
C1: The Material Cost, from the polystyrene for the injection mold to the acrylic for the compass needle, nothing is free, sadly. This cost is calculated by multiplying the cost of the material per mass with the mass of materials needed for each part, over the ratio of materials that would actually be used to make the part as opposed to the scrap that comes with the part.
C2: The Cost of Tooling. In our case, this cost comes from the molds used for thermoforming and injection molding, and the cost to replace them after the molds have worn out. The cost is calculated by the cost of each tool over the number of units in a production run, multiplied by the closest integer of the units in a production run over the assumed number of units the tool can make before wearing out, plus 0.51.
C3: The Cost of Equipment. This covers the cost of buying the machines used during our production, such as the injection molding machine, thermoforming machine, and the laser cutter. (Thankfully, since we used the machines provided by school, they are 0 in real life!) The cost is calculated by the cost of the machine over its active life spam (projected life-spam time the ratio of when the machine will actually by running), all over the production rate of the run.
C4: The Cost of Overhead. This includes other forms of expenses, such as labor, energy, facilities, real-estate, etc. the calculation is simply the cost of overhead ($/time) over the production rate. For the overhead, we assumed just the labor cost, with a crew of 5, working at Massachusetts minimum wage ($9/hour), 45 hours a week, and for a year. We’ll sure find something on Craigslist.
Below is the projected cost per unit for both scenarios.
Type of Cost
|
Prototype Test Run
|
Manufacturing Run
|
Materials
|
$2.24/part
|
$2.24/part
|
Tooling
|
$0.8/part
|
$0.08/part
|
Equipment
|
$719.99/part
|
$0.719/part
|
Overhead
|
$1053/part
|
$1.053/part
|
Total
|
$1776.03/part
|
$3.1443/part
|
Reflection on Yo-Yo Design
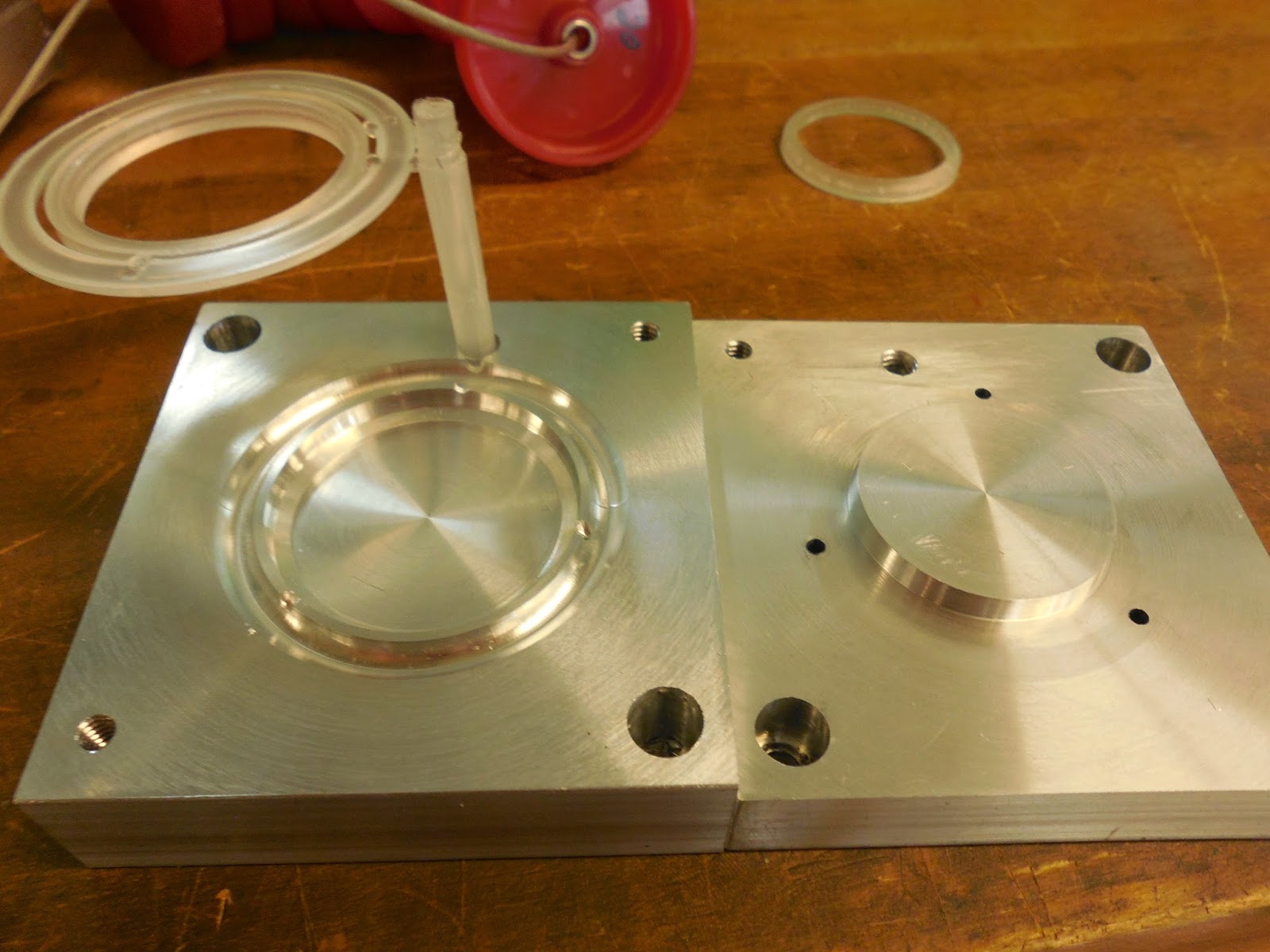
While our vision of a compass yoyos was clear from day one, compromises had to be made to match the constraints of 2.008. One such compromise was the Thermoforming aspect. We had to make a design that would be compatible with the given punch and die set parameters.
Another constraint we faced was that due to the size constraints of the injection mold, we had to spread out the injection process into three molds, which equates to more tooling cost and time, which equates to more sadness. For mass manufacturing, we could acquire a machine that would allow a larger mold, so we could fit in more parts with each run, which means less tooling cost and time in the long run, which means more happiness.
Future Recommendations
Learning Mastercam within a few weeks was quite a challenge. In fact, if it weren't from the guidance of the Daves, we wouldn't be where we are at today. One thing that helped us in particular was the Mastercam tutorial videos posted on the course locker, as they allow us to review the process we weren't clear of in our own time. The ability to pause and go back also helped us a lot, as we can't pause and rewind the Daves as freely as online video.
For the thermoform, we designed the initial process before knowing that there is a specific punch and die parameter. Perhaps a specification of all the available tools earlier in the lecture would be great.
The Labs are really constructive and fun, being able to experience with new tools and the manufacturing first hand. It is also great to see what we learned in lecture in action, and the Daves are always available to lend us their expertise. The only way to improve such great lab would be probably be to have a yoyo playing lesion, Dave style.