The adventure continues with 2.00yoyo. Last time, we talked about the Odyssey with the Yoyo body part. Now that we resolved the almost disaster, we were able to start optimizing injection molding parameters.
Below are the injection molding parameters decided for yoyo body.
Injection Molding Parameters
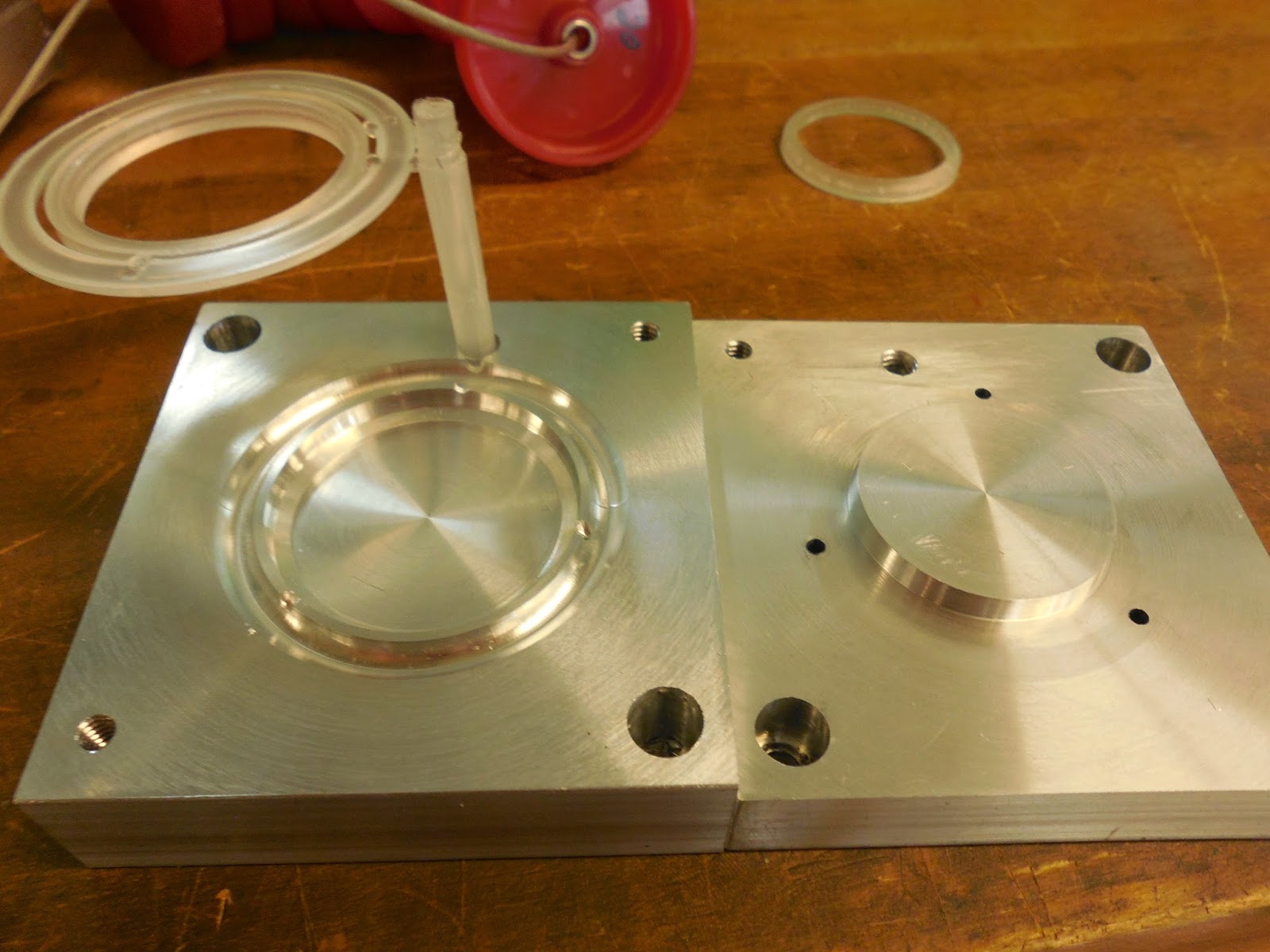
Part: Body Mold
Injection Mold
Injection Mold Pressure Profile: P7-P16
| ||||
600
|
700
|
800
|
800
|
800
|
700
|
650
|
650
|
600
|
500
|
Injection Hold Time
|
Z2= 8 Seconds
| |||
Cooling Time
|
Z4= 20 Seconds
| |||
Set Screw Feed Stroke
|
C1= 2.75”
| |||
Injection Boost
Injection Speed Profile: V12-V21
| ||||
1.5
|
2.0
|
2.5
|
3.0
|
2.0
|
1.5
|
1.0
|
0.7
|
0.5
|
0.2
|
Injection Boost Pressure
|
P6= 1400 psi
| |||
Screw Feeding
Screw Feed Delay time
|
Z3= 20 Seconds
| ||
Ejector
Ejector Counter
|
AZ= 2
| ||
Ejector Pin Length: 5.647”
Total Shim Thickness: ∅
These parameters were chosen to produce the best looking yoyo body. The pressure of 1400psi was optimized to prevent flash. The cooling time of 20s prevents the yoyo body from over shrinking and warping.
At first, the snap ring did not fit into the yoyo body snugly. This was due to difference in shrinkage rates between the yoyo body and snap ring. To compensate for the differences, the Yoyo body cooling time was 5s more than the cooling time for the yoyo snap ring. This way the snap ring shrinks less than the yoyo body, allowing tighter tolerances and fit between the yoyo body and the snap ring. The ejector pin lengths were chosen to only protrude when the springs compress to eject the yoyo body.
Besides the design change explained in last week's blog, no real design change has been made thus far.
We were able to do optimization runs for all our parts (thermoforming snap ring, laser cutting compass face/needle, and injection molding the yoyo body, camp and snap ring).
The only difficulty we faced in the optimization process was for the thermoformed part. At first, the plastic did not draw towards the mold. We initially thought this was due to lack of proper air pressure. However, we decided to raise the oven temperature (from 650F to 675F) and increase heating time to make the plastic more soft and easy to draw. This fixed our problems and allowed the snap ring to fit comfortably over the thermoform dome.
Our preliminary yoyo looks like this.

Dave was able to practice some tricks with the yoyo. The yoyo needle is able to spin when in use!
After the optimization run, production runs were done for the snap ring, yoyo body, and the needle cap. Production runs to be done are the thermoformed dome and the laser cut compass face/needle.
Lucky for us, this week, work went smoothly and we already conquered the biggest design change (explained in last week's blog), we were able to work productively as a team!
Below are pictures of our team bonding and working!
 |
| Connor testing out our new yoyo! |
 |
| Production run of snap ring |
 |
| Connor and Kate meticulously keeping track of snap rings quality |
 |
| Beckett preparing the needle pins for the yoyo body |
 |
| Production run of the Yoyo bodies |
 |
| Team work!!!!!! (Production run of the yoyo body) |